

Štancanje metala je proces koji se izvodi strojevima za štancanje i alatima za masovnu proizvodnju. Precizniji je, brži, stabilniji i jeftiniji po jedinici od laserskog rezanja i savijanja strojevima za savijanje. Naravno, prvo morate uzeti u obzir cijenu alata.
Prema podjeli, metalno štancanje se dijeli na običnoŽigosanje,Duboko crtanjeiNCT bušenje.
Slika 1: Jedan kut radionice za štancanje HY Metals
Štancanje metala ima karakteristike velike brzine i preciznosti. Tolerancija rezanja pri štancanju može doseći ±0,05 mm ili bolje, a tolerancija savijanja pri štancanju može biti ±0,1 mm ili bolje.


Dizajn alata za štancanje
Trebat će vam alati za štancanje za izradu dijelova kada je količina serije iznad 5000 komada ili kada je skupa proizvodnja laserskim rezanjem i savijanjem.
Tim inženjera tvrtke HY Metals analizirat će vaš metalni dio i dizajnirati najbolji alat za štancanje prema vašim crtežima proizvoda i vašem proračunu.
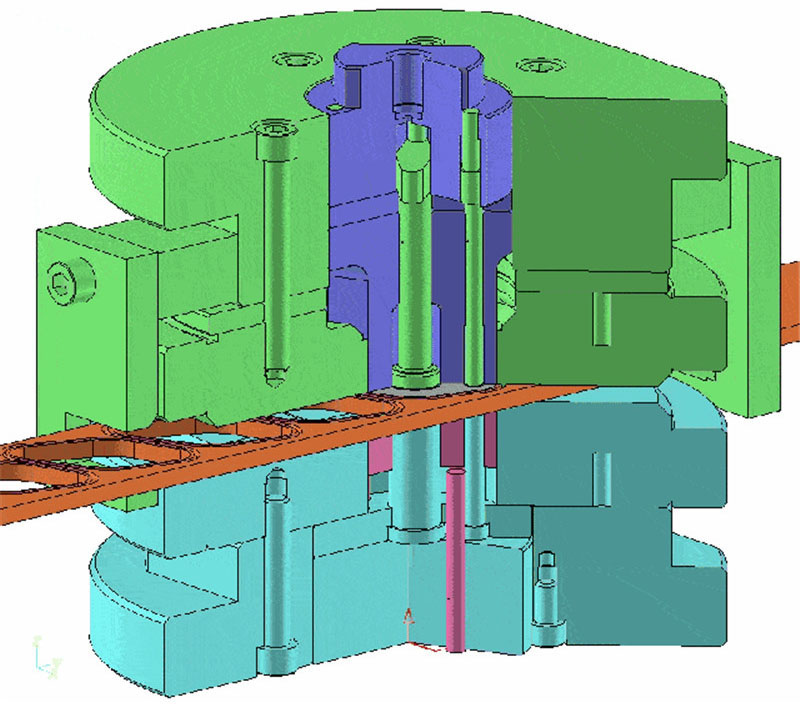
Slika 2: Imamo snažnu inženjersku podršku za dizajn kalupa
Može biti progresivna matrica ili serija pojedinačnih bušaćih matrica, što ovisi o strukturi, količini, vremenu isporuke i cijeni koju želite.
Progresivni kalup je kalup za kontinuirano štancanje koji može dovršiti sve ili nekoliko procesa istovremeno. Možda će vam trebati samo jedan set progresivnog kalupa za gotov dio.
Slika3: Ovo je primjer jednostavnog progresivnog kalupa, rezanja i savijanja jednom.
Jedan alat za probijanje je postupni proces štancanja. Može sadržavati alate za rezanje i nekoliko alata za savijanje i štancanje.
Alati s jednim probijačem lakši su za obradu i obično jeftiniji od progresivnih alata. Ali sporiji su za masovnu proizvodnju, a prešani dijelovi imat će višu jediničnu cijenu.
Rezanje i utiskivanje
Obično je rezanje utiskivanjem prvi korak u izrezivanju rupa ili oblika.
Rezanje alatima za štancanje je puno brže i jeftinije od laserskog rezanja.
Oblikovanje štancanjem
Za neke konkavne i konveksne strukture ili rebra za neke dijelove od lima, trebat će nam alati za štancanje kako bismo ih oblikovali.
Štancanje i savijanje
Savijanje štancanjem je također jeftinije i brže od strojeva za savijanje. Ali prikladno je samo za dijelove složene strukture i male veličine poput 300 mm * 300 mm. Jer što je veličina savijanja veća, trošak alata bit će veći.
Stoga ponekad za neke velike dijelove i dijelove velike količine dizajniramo samo alate za štancanje i rezanje, bez alata za savijanje. Dijelove savijamo samo strojevima za savijanje.
Imamo 5 profesionalnih inženjera za dizajn alata koji će vam pružiti najbolja rješenja za vaše metalne dijelove za štancanje.


Slika 4: Skladište alata za štancanje HY Metals
Imamo više od 20 kompleta strojeva za štancanje i probijanje od 10T do 1200T za štancanje metala. Izradili smo stotine kalupa za štancanje u vlastitoj kući i svake godine štancamo milijune preciznih metalnih dijelova za kupce diljem svijeta.
Slika 5: Neki dijelovi izrađeni od HY metala
Stoga ponekad za neke velike dijelove i dijelove velike količine dizajniramo samo alate za štancanje i rezanje, bez alata za savijanje. Dijelove savijamo samo strojevima za savijanje.
Imamo 5 profesionalnih inženjera za dizajn alata koji će vam pružiti najbolja rješenja za vaše metalne dijelove za štancanje.

Slika 6: Duboko izvlačenje i štancanje bakrenih dijelova
Ovo je dio za duboko izvlačenje i štancanje bakra.
Za ovaj dio smo dizajnirali ukupno 7 setova alata za jednostruko bušenje, uključujući 3 seta alata za duboko izvlačenje za oblikovanje i 4 alata za utiskivanje za rezanje i savijanje.
Slika 7: Neki NCT bušeni proizvodi tvrtke HY Metals

NCT bušenje
NCT bušač je kratica za Numerical Control Turret Punch Press, također poznat kao Servo Punch, koja se izvodi automatskim strojem s industrijskim upravljačkim sustavom.
NCT bušenje je također vrsta postupka hladnog štancanja. Obično se koristi za rezanje nekih mrežastih rupa ili nekih OB rupa.
Za limene dijelove s puno rupa, NCT probijanje bit će bolja opcija s nižom cijenom i većom brzinom od laserskog rezanja.
I znamo da će lasersko rezanje dovesti do određene deformacije uzrokovane toplinom.
NCT bušenje je hladni proces koji neće dovesti do toplinske deformacije i održavat će lim boljom ravnošću.